Estación de trabajo láser iLaserBox 1000 de Macsa ID: La solución definitiva en marcaje industrial de alta precisión
La estación de marcaje industrial láser iLaserBox 1000 de Macsa ID ofrece una solución avanzada y precisa para la trazabilidad y la identificación de productos en entornos industriales. Con compatibilidad con los láseres de las Series F DUO y D DUO, la iLaserBox 1000 garantiza un marcaje duradero y claro para aplicaciones que exigen la máxima calidad.
Características y compatibilidad del iLaserBox 1000
La iLaserBox 1000 está diseñada para funcionar a la perfección con las Series F DUO y D DUO de Macsa ID, lo que le confiere una amplia compatibilidad con diferentes tipos de láseres de alta calidad. Esta versatilidad permite que la estación cubra una extensa gama de necesidades de marcaje en sectores como el farmacéutico, el automotriz, la electrónica, y muchos más.
- Compatibilidad amplia: Funciona con las Series F DUO y D DUO, dos de las líneas de láseres más potentes de Macsa ID, ofreciendo una solución que se adapta tanto a trabajos de alta precisión como a tareas de gran volumen.
- Diseño robusto y ergonómico: Su diseño permite la integración en espacios industriales reducidos, sin comprometer el acceso o la facilidad de uso. Esto facilita su implementación en líneas de producción dinámicas y de alta demanda.
Aplicaciones del iLaserBox 1000 en la trazabilidad y el marcaje industrial
La estación de trabajo iLaserBox 1000 permite realizar marcajes duraderos en una variedad de aplicaciones clave, incluyendo:
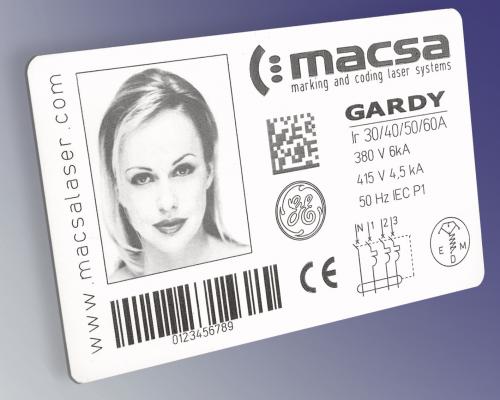
- Marcaje de números de serie y códigos de lote, necesarios para la trazabilidad en industrias reguladas y en sistemas de control de calidad.
- Códigos 2D y Datamatrix para la identificación automática en líneas de producción avanzadas.
- Identificación de logotipos y referencias de producto para cumplir con normativas de autenticidad y proteger la marca.
- Marcaje de directivas y certificaciones, esenciales en sectores como el médico y el automotriz, donde la conformidad y la trazabilidad son indispensables.
Software Marca by Macsa ID: Precisión y control en el marcaje
El software Marca by Macsa ID facilita un control total sobre los detalles del marcaje, permitiendo ajustar los parámetros del láser de acuerdo con las especificaciones del trabajo. Con Marca, los operarios pueden gestionar una amplia variedad de archivos gráficos, códigos de barras y texto de manera rápida y efectiva.
Este software asegura una codificación precisa y uniforme en cada pieza, evitando errores en los sistemas de trazabilidad. Además, su interfaz intuitiva permite una configuración rápida, reduciendo el tiempo de inactividad en la línea de producción y mejorando la eficiencia del proceso.
Ejemplos prácticos de uso en diferentes sectores
Industria automotriz:
En el sector automotriz, el iLaserBox 1000 es utilizado para el marcaje de piezas y componentes esenciales, como chasis y piezas del motor. Este equipo garantiza que los números de serie y códigos de lote sean visibles y duraderos, soportando las condiciones extremas de temperatura, vibración y fricción a las que están sometidas las piezas.
Sector farmacéutico y salud
Para el sector de la salud, la iLaserBox 1000 facilita el cumplimiento de estrictas normativas de trazabilidad mediante el marcaje de códigos Datamatrix y códigos de lote en envases y dispositivos médicos. Este marcaje permite un rastreo preciso, mejorando la seguridad de los productos y cumpliendo con regulaciones globales.
Industria Electrónica y de Tecnología
La estación de trabajo es perfecta para el marcado de componentes electrónicos de pequeño tamaño, donde la precisión es clave. La iLaserBox 1000 marca con claridad en chips, placas de circuitos y otros elementos esenciales, asegurando una identificación fácil en cada etapa del ensamblaje y distribución.
Bienes de consumo y empaque
Para la industria del consumo y el empaque, la iLaserBox 1000 permite el marcaje rápido y eficiente de referencias, fechas de caducidad y códigos de producto en envases, etiquetas y embalajes, optimizando la trazabilidad y el control de inventario.
Beneficios clave de la estación de trabajo iLaserBox 1000
- Alta precisión y fiabilidad: El sistema de láser permite realizar marcajes exactos y consistentes en cada pieza, asegurando que cada producto esté identificado de manera clara y permanente.
- Versatilidad y adaptabilidad: Al ser compatible con láseres de las Series F DUO y D DUO, el iLaserBox 1000 se adapta a diferentes materiales y aplicaciones, desde metales hasta plásticos de alta resistencia.
- Aumento en la eficiencia: La facilidad de configuración del software Marca by Macsa ID optimiza los flujos de trabajo, mejorando los tiempos de marcaje y reduciendo los errores humanos en el proceso.
- Reducción de costes a largo plazo: Su diseño robusto y su precisión reducen los costes operativos, ya que minimizan la necesidad de reprocesamiento o sustitución de piezas mal marcadas.
- Cumplimiento de normativas y estándares: El marcaje industrial del iLaserBox 1000 permite a las empresas cumplir con normativas y estándares internacionales de calidad y trazabilidad, necesarios en sectores regulados.
Tecnología avanzada para una solución de marcaje confiable y eficiente
La iLaserBox 1000 representa una inversión en tecnología de marcaje avanzada, orientada a satisfacer las necesidades de industrias que requieren precisión, durabilidad y flexibilidad en sus sistemas de identificación. Con su diseño de fácil uso, su integración fluida con el software Marca by Macsa ID y su compatibilidad con los láseres de alto rendimiento de las Series F DUO y D DUO, esta estación de trabajo se convierte en una herramienta indispensable en entornos industriales exigentes.
¿Listo para optimizar tus procesos de marcaje?
Si quieres más información sobre cómo el iLaserBox 1000 puede mejorar la trazabilidad y la eficiencia en tu línea de producción, contacta con nuestro equipo en Macsa ID. Estamos preparados para ofrecerte una solución personalizada que cumpla con tus necesidades específicas y que optimice tus procesos de marcaje industrial.